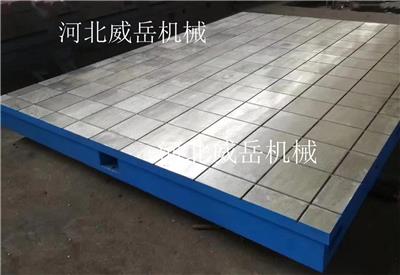
鑄鐵試驗平臺是通過刮研工藝使得具有較好的平面穩定性和韌性!
- 時間:2020-07-16作者:河北威岳機械有限公司瀏覽:146
河北威岳機械有限公司專注于鑄鐵平板平臺,試驗平臺,大型鑄件等
詞條
詞條說明
鑄鐵平臺進行機械加工時選擇毛坯是一個非常重要的環節,毛坯的選擇不只影響毛坯的加工工藝和工藝費用,并且也會影響到機械加工的工藝辦法和加工質量。因而需求量具毛坯鑄造和機械加工兩個方面的工藝人員密切配合,合理的確定毛坯的品種,布局形狀。 毛坯普通采用鑄造的辦法進行制造,當前大多數量具鑄造都采用砂型鑄造,對尺寸小精度要求高的小型量具鑄件,可以采用特種鑄造,比方精細鑄造,熔模鑄造和離心鑄造等。鑄鐵平臺毛坯的
橫豎T型槽平臺又稱為T型槽平臺、T型槽平板、T型槽裝配平臺、T型槽焊接平臺、T型槽鉚焊平臺、T型槽試驗平臺、T型槽基礎平臺、單T型槽平臺. 橫豎T型槽平臺用途:應用于動力機械設備的裝配、調試、焊接、鉚焊用的基準。表面帶有T形槽,可以固定機械設備。 橫豎橫豎T型槽平臺技術要求: 1、橫豎T型槽平臺工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺陷。 2、橫豎T型
鑄鐵方箱粗刮:若鑄鐵方箱工作面比較粗糙、機加工痕跡較深或表面嚴重生銹、工作面不平或扭曲、刮削余量在0.005mm以上時,應先粗刮。粗刮的特點是采用人工用長刮刀,行程較長(10mm~15mm之間),刀痕較寬(10mm),刮刀痕跡順向,成片不重復。機械加工的刀痕刮除后,即可涂稀釋的氧化鐵紅,用鑄鐵平尺研點,并按顯出的高點刮削。當工件表面研點每25㎡×25㎡上為4~6點并留有細刮加工余量時,可開始細刮。
鑄鐵平臺在生產過程中,會出現重量的偏差。往往鑄鐵平臺的設計考慮到鑄造誤差和機械加工的誤差,鑄鐵平臺的重量誤差一般不得超過10,超過10時,要對鑄鐵平臺的質量做進一步的鑒定才可以確定此鑄鐵平臺是否可以投入使用。鑄鐵平板按結構分為筋板式和箱體式;按用途分為檢驗平板、劃線平板和壓砂平板;按準確度級別分為00、0、1、2、3級平板,其中2級以上為檢驗平板,3級為劃線平板。鑄鐵平臺在使用時要先進行安裝調試
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 河北威岳機械有限公司
聯系人: 郭星楠
電 話: 15350773479
手 機: 15350773479
微 信: 15350773479
地 址: 河北滄州泊頭市河北省滄州市泊頭市交河鎮新華西路
郵 編:
相關推薦





相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 濟寧鑫宏工礦機械設備股份有限公司
- 江門市吉米焊接科技有限公司
- 青島天智達塑膠集成有限公司
- 西安聚能儀器有限公司
- 南京弗蘭克斯通訊技術有限公司
- 天津潤達中科儀表有限公司
- 廣州市火龍焊接設備有限公司銷售辦事處
- 上海興登機電科技有限公司
- 志德(廈門)真空科技有限公司
- 青島智達高分子材料有限公司
- 商家產品系列
- 包邊機
- 熨燙洗滌設備
- 雜質泵
- 鑿巖機
- 扎把機
- 扎口機
- 展示柜
- 展示架
- 針閥
- 真空干燥機
- 振動盤
- 蒸餾設備
- 蒸汽清洗機
- 整熨洗滌設備
- 支腿
- 織帶機
- 植保機械
- 植絨機
- 制冷壓縮機
- 制粒干燥設備
- 種植機械
- 軸流泵
- 柱塞泵
- 柱塞閥
- 鑄造機床
- 鑄造及熱處理設備
- 自動絡筒機
- 自動售貨機
- 自吸泵
- 鉆套
- 產品推薦
- 資訊推薦




¥700.00






¥160000.00

¥39800.00
