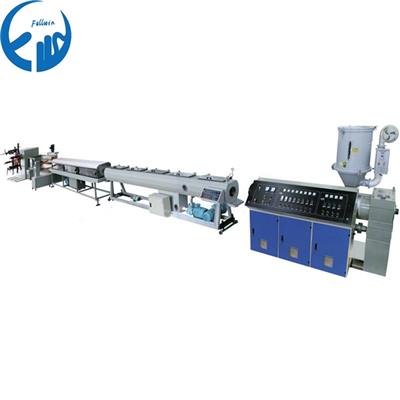
【螺旋波紋管生產線】hdpe鋼帶增強螺旋波紋管優點
- 時間:2021-09-21作者:青島福樂維機械科技有限公司瀏覽:246
青島福樂維機械科技有限公司專注于高速單壁波紋管生產線,螺旋波紋管生產線,汽車線束波紋管生產線,雙壁波紋管設備,新風波紋管生產線,預應力橋梁波紋管生產線,塑料管材生產線,海洋踏板生產線等
詞條
詞條說明
高密度聚乙烯(HDPE)雙壁波紋管,是一種具有環狀結構外壁和平滑內壁的新型管材,80年代初在德國首先研制成功。經過十多年的發展和完善,已經由單一的品種發展到完整的產品系列。目前在生產工藝和使用技術上已經十分成熟。由于其優異的性能和相對經濟的造價,在歐美等發達國家已經得到了較大的推廣和應用。在我國,HDPE雙壁波紋管的推廣和應用正處在上升勢態階段,各項技術指標均達到使用標準。雙壁波紋管內壁顏色通常有
擠出機三個功能區的作用各不相同。一般在正常生產狀態下,物料進入給料段和壓縮段,由于剛進入擠出機內和所設置溫度的溫差太大,而剪切熱作用還不明顯,主要靠加熱圈提供大量外熱,故需要加熱圈不停頓工作,所以稱這兩段為加熱區。主要由外供熱和螺桿剪切、壓延和摩擦聯合作用,提供熱量(所謂剪切熱,即由螺桿相對螺旋運動,物料在螺桿與螺筒之間所產生的摩擦熱;一根螺桿螺棱與另一根螺桿槽底部對物料產生的壓延熱;兩根螺桿之間
注意橋梁預應力金屬波紋管會堵孔的原因波紋管橋梁預應力波紋管,又名預應力金屬波紋管。灌注混凝土過程中,塑料波紋管被震搗棒搗破或搗扁而使鋼束不能穿過。1.預力金屬波紋管接頭處堵孔這種堵塞現象的發生率較高,在逐段澆筑的混凝土結構施工中尤為多見。造成這種現象的原因主要有以下兩個方面:(1)與接頭套管的套接長度不足,在混凝土的沖擊或搗固擠壓下脫開,造成混凝土直接堵孔;(2)固定筋間距太大,灌注混凝土時波紋管
塑料PVC單壁波紋管生產工藝:將PVC按一定比例加入適當助劑混煉,一般采用“Z”型捏合機或高速捏合機使其混合均勻,經擠出機造粒或采用雙螺桿粉料一次成型。使用單螺桿擠出機轉數一般為30~60r/min,機頭壓力控制約36~54MPa。物料要充分塑化,利用壓縮空氣自由吹脹成泡擠出穩定后,將波紋成型裝置與擠出口模插人,兩者中心線保證對正,擠出模口插人成型模具內應大于一副成型模塊的距離,以保證上下模塊全閉
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 青島福樂維機械科技有限公司
聯系人: 張瑩瑩
電 話:
手 機: 15254294721
微 信: 15254294721
地 址: 山東青島膠州市膠西工業園平成南路18號
郵 編:
網 址: fulewei.b2b168.com
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 青島福樂維機械科技有限公司
聯系人: 張瑩瑩
手 機: 15254294721
電 話:
地 址: 山東青島膠州市膠西工業園平成南路18號
郵 編:
網 址: fulewei.b2b168.com
- 相關企業
- 江蘇金緯智能制造有限公司
- 南通金韋爾智能裝備有限公司
- 鹽城金韋爾智能裝備有限公司
- 江蘇新君奇機械科技有限公司
- 深圳市締一美信息技術有限公司
- 蘇州金緯片板膜智能裝備有限公司
- 昆山理橋**貿易有限公司
- 安徽金緯擠出設備有限公司
- 張家港格高機械有限公司
- 常州金緯片板設備制造有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦

¥2300.00





¥1250.00

¥0.75



¥25.00
